



Vakum İnfüzyon Seti Kurulumunda Sık Yapılan 5 Hata
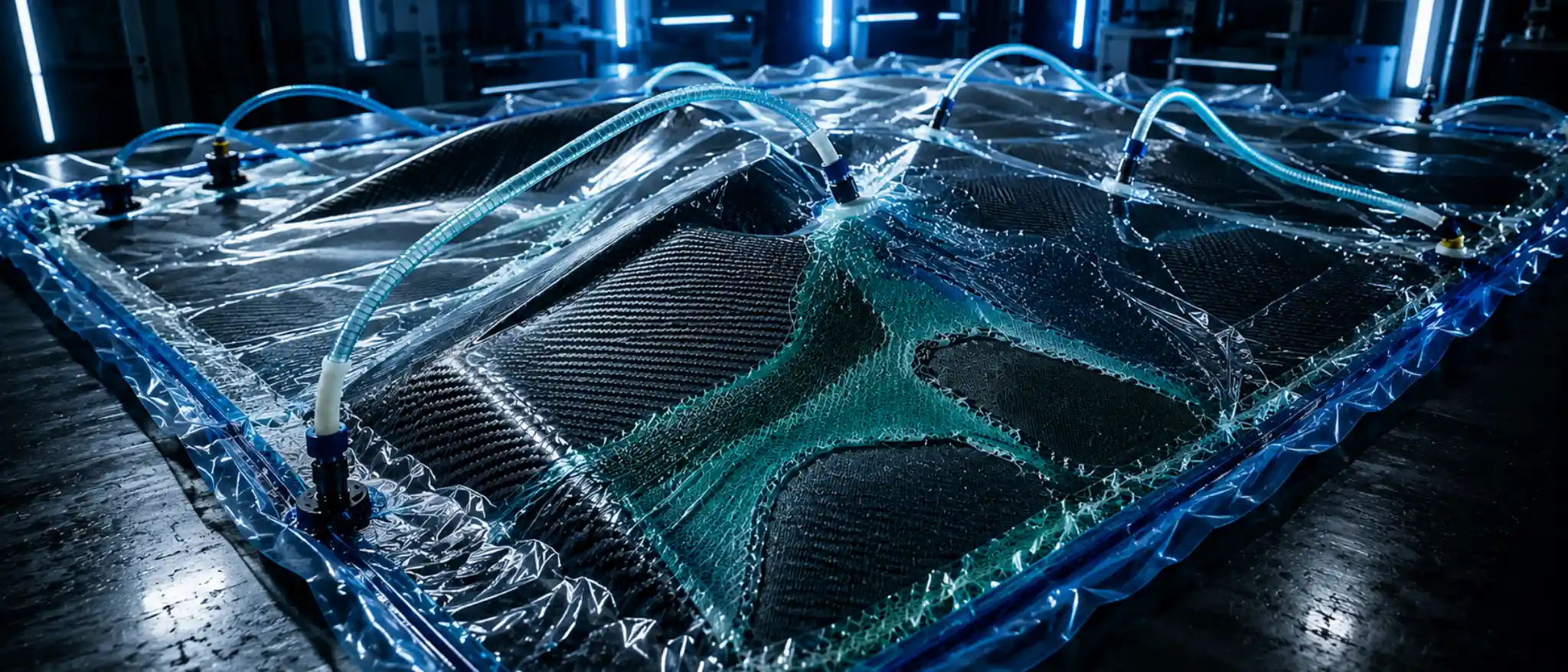
Vakum infüzyon süreçlerinde en sık karşılaşılan problemlerden biri, reçinenin kalıp içerisinde homojen şekilde ilerlememesi ve bazı bölgelerde “yarı yolda kalmasıdır”. Bu durum çoğu zaman malzeme kalitesinden değil, kurulum aşamasında yapılan küçük ama kritik hatalardan kaynaklanır. Özellikle saha uygulamalarında gördüğümüz birçok vakum infüzyon hatası, aslında sistematik birkaç kontrol adımıyla kolayca önlenebilir. Sürecin doğası gereği reçine akışı, vakum dengesi ve laminat yapının geometrisi birbiriyle doğrudan ilişkilidir. Bu nedenle infüzyon seti kurulumu, yalnızca ekipman yerleştirmekten ibaret değil; aynı zamanda akışın fiziksel davranışını doğru kurgulamak anlamına gelir.
Sızdırmazlık Testini İhmal Etmek ve Görünmez Hava Kaçakları
Vakum infüzyon sürecinin temelinde stabil bir vakum ortamı oluşturmak yatar. Ancak uygulamada en sık göz ardı edilen adım, sistem kurulduktan sonra yapılan sızdırmazlık testidir. Torbalama tamamlandıktan sonra sistemin tamamen kapalı olduğu varsayılır; oysa mikroskobik hava kaçakları bile reçine akışını ciddi şekilde sekteye uğratabilir. Bu kaçaklar çoğu zaman gözle fark edilmez ve süreç sırasında yalnızca akışın yavaşlaması ya da belirli bölgelerde durması ile kendini belli eder.
Bu noktada kullanılan vakum pompası, yalnızca vakum oluşturmakla kalmaz, aynı zamanda sistemin stabil kalıp kalmadığını anlamak için de bir referans görevi görür. Pompa kapatıldığında vakum seviyesinin düşüş hızı, sistemde bir kaçak olup olmadığını doğrudan gösterir. Eğer vakum hızlı şekilde düşüyorsa, bu durum torba, bant veya bağlantı noktalarında bir sızdırma olduğunu işaret eder.
Görünmez hava kaçaklarının en kritik etkisi, reçinenin ilerlemesi gereken basınç farkını zayıflatmasıdır. Normalde vakum altında reçine, düşük basınç bölgesine doğru kontrollü şekilde ilerler. Ancak sistemde hava girişi olduğunda bu basınç farkı dengelenir ve reçine akışı yavaşlar, hatta tamamen durabilir. Bu durum özellikle geniş yüzeyli ve karmaşık geometrili parçalarda daha belirgin hale gelir ve çoğu zaman fark edilmeyen bir vakum infüzyon hatası olarak sürecin başarısız olmasına neden olur.
Saha uygulamalarında sıkça karşılaşılan bir diğer senaryo ise kaçakların lokal etkiler yaratmasıdır. Yani tüm sistemde değil, yalnızca belirli bir bölgede hava girişi olur. Bu da reçinenin o bölgeye ulaşamamasına ve kuru (dry spot) alanların oluşmasına neden olur. Sonuç olarak parça, mekanik dayanım açısından zayıf bölgeler içerir ve üretim kalitesi ciddi şekilde düşer.
Bu nedenle infüzyon öncesinde yapılacak basit bir sızdırmazlık testi, sürecin en kritik kalite kontrol adımlarından biridir. Vakum seviyesi belirli bir süre sabit kalmıyorsa, infüzyona kesinlikle başlanmamalıdır. Aksi halde süreç ilerledikçe müdahale etmek çok daha zor hale gelir ve çoğu zaman parça tamamen hurdaya ayrılır; bu durum en sık karşılaşılan vakum infüzyon hatası örneklerinden biridir.
Yanlış İnfüzyon Filesi Seçimiyle Akış Yolunu Tıkamak
Vakum infüzyon sürecinde reçinenin kalıp boyunca nasıl ilerleyeceğini belirleyen en kritik unsurlardan biri, kullanılan infüzyon filesidir. Çoğu uygulamada bu katman “yardımcı malzeme” olarak görülse de aslında akış hızını, yönünü ve homojenliğini doğrudan kontrol eden bir bileşendir. Yanlış file seçimi ise reçinenin olması gereken akış yolunu bozarak süreci baştan sona riske atar.
İnfüzyon filesinin temel görevi, reçinenin yüzey boyunca daha hızlı ve dengeli şekilde yayılmasını sağlamaktır. Ancak her file tipi aynı geçirgenlik değerine sahip değildir. Daha sık dokulu veya düşük geçirgenlikli bir file kullanıldığında, reçine yüzeyde yeterince hızlı ilerleyemez. Bu da özellikle geniş yüzeyli parçalarda akışın lokal olarak yavaşlamasına ve bazı bölgelerde tamamen durmasına neden olur. Reçine, kalınlık boyunca ilerlemeye çalışırken yüzeyde yayılmadığı için “tıkanmış” bir akış davranışı sergiler.
Bunun tam tersi durumda, yani aşırı geçirgen bir file kullanıldığında ise reçine yüzeyde kontrolsüz şekilde hızlanır. İlk bakışta bu avantaj gibi görünse de reçinenin lif katmanlarına nüfuz etmeden yüzeyde ilerlemesi, alt katmanlarda kuru bölgeler oluşmasına yol açabilir. Yani akış var gibi görünür ama laminatın içinde homojen bir doyum sağlanamaz. Bu da parçanın mekanik performansını doğrudan düşüren kritik bir hatadır.
Bir diğer önemli konu ise file yerleşimidir. Doğru file seçilmiş olsa bile, tüm yüzeye dengeli yayılmayan veya stratejik olarak konumlandırılmayan bir file, akış yönünü bozabilir. Özellikle keskin köşeler, dar geçişler veya kalınlık değişimlerinin olduğu bölgelerde file sürekliliğinin kesilmesi, reçinenin o noktalarda ilerlemesini zorlaştırır. Bu da akışın alternatif yollar bulmasına ve bazı bölgelerin tamamen beslenememesine neden olur.
Sıkça karşılaşılan bir vakum infüzyon hatası da, file ile spiral hortum veya besleme hattı arasındaki ilişkinin doğru kurgulanmamasıdır. Eğer file, reçine giriş hattından itibaren doğru şekilde desteklenmezse, akış yalnızca belirli kanallar üzerinden ilerler ve yüzeye yayılmaz. Bu durum, reçinenin “en kolay yolu” tercih etmesine ve geniş alanların kuru kalmasına yol açar.
Besleme Hattı ve Vakum Çıkışı Arasındaki Mesafe Hataları
Vakum infüzyon sürecinde reçinenin kalıp içinde nasıl ilerleyeceğini belirleyen en kritik parametrelerden biri, besleme hattı ile vakum çıkışı arasındaki mesafedir. Bu iki nokta arasındaki konumlandırma, akışın yönünü, hızını ve homojenliğini doğrudan etkiler. Uygulamada yapılan en yaygın hatalardan biri ise bu mesafenin rastgele ya da sadece pratik kolaylık düşünülerek belirlenmesidir.
Temel prensip oldukça nettir: Reçine, yüksek basınçtan düşük basınca doğru ilerler ve bu hareketi sağlayan itici güç, sistemde oluşturulan vakum farkıdır. Eğer besleme hattı ile vakum çıkışı birbirine çok yakın konumlandırılırsa, reçine en kısa yolu tercih eder ve yalnızca bu iki nokta arasında hızlı bir akış gerçekleşir. Bu durumda kalıbın geri kalan bölgeleri yeterince beslenemez ve geniş alanlarda kuru bölgeler oluşur. Yani sistem çalışıyor gibi görünür, ancak parça içinde homojen bir doyum sağlanamaz.
Buna karşılık, bu iki nokta arasındaki mesafe aşırı uzunsa bu kez farklı bir problem ortaya çıkar. Reçinenin kat etmesi gereken yol arttıkça, akış süresi uzar ve viskozite etkisi daha belirgin hale gelir. Özellikle ortam sıcaklığının yüksek olduğu durumlarda, reçine ilerlerken reaksiyona girmeye başlar. Bu noktada devreye ekzotermik reaksiyon nedir sorusunun cevabı girer: Reçine kürlenme sürecinde ısı açığa çıkarır ve bu ısı, akışkanlığın azalmasına neden olur. Yani reçine, kalıbın son noktalarına ulaşmadan önce kalınlaşır ve ilerleyemez hale gelebilir.
Mesafe hatalarının bir diğer etkisi de akış hattının (flow front) kontrolsüz ilerlemesidir. Doğru konumlandırılmamış hatlarda reçine, düz ve dengeli bir hat şeklinde ilerlemek yerine dalgalı ve düzensiz bir form alır. Bu da bazı bölgelerin erken doygunluğa ulaşırken diğer bölgelerin geride kalmasına neden olur. Sonuç olarak hem mekanik performans düşer hem de üretim tekrarlanabilirliği kaybolur.
Reçine Hazırlığında Hapsedilen Hava Kabarcıklarının Akışı Engellemesi
Vakum infüzyon sürecinde tüm kurulum doğru yapılmış olsa bile, reçine hazırlık aşamasında yapılan hatalar akış performansını doğrudan etkileyebilir. Bu noktada en kritik sorunlardan biri, karışım sırasında reçine içerisinde hapsolan hava kabarcıklarıdır. İlk bakışta önemsiz gibi görünen bu mikro kabarcıklar, infüzyon sırasında akışın sürekliliğini bozarak ciddi kalite problemlerine yol açar.
Reçine ve sertleştirici karıştırılırken özellikle yüksek devirli veya düzensiz karıştırma yöntemleri kullanıldığında, karışım içine hava sürüklenir. Bu hava, viskoz yapı içinde kolayca dışarı çıkamaz ve reçine içinde dağılmış halde kalır. İnfüzyon başladığında ise bu kabarcıklar, lif katmanları arasında ilerleyen reçineyle birlikte taşınır ve dar bölgelerde birikerek akışı fiziksel olarak bloke eder.
Bu durumun en kritik etkilerinden biri, akış hattının kesintiye uğramasıdır. Normalde reçine, homojen bir hat halinde ilerlerken; hava kabarcıkları bu hattın belirli noktalarında “tıkaç” etkisi yaratır. Bu da reçinenin alternatif yollar aramasına neden olur. Bazı bölgeler fazla reçine alırken, bazı bölgeler tamamen kuru kalır. Bu dengesizlik, parçanın hem mekanik dayanımını düşürür hem de üretim sonrası hataların artmasına neden olur.
Bir diğer önemli konu ise kabarcıkların vakum altında davranışıdır. Vakum ortamında basınç düştüğü için hapsolmuş hava genleşir. Yani infüzyon öncesinde küçük görünen kabarcıklar, süreç sırasında büyüyerek daha ciddi blokajlara dönüşebilir. Bu genleşme etkisi, özellikle kalın laminat yapılarında çok daha belirgin hale gelir ve akışın ilerlemesini ciddi şekilde zorlaştırır.
Ayrıca karışım oranı ve ortam sıcaklığı da bu süreci etkiler. Yanlış oranlarda hazırlanan reçine, beklenenden daha hızlı reaksiyona girerek viskozitesini artırabilir. Bu da hava kabarcıklarının hareket kabiliyetini azaltır ve sistem içinde hapsolmalarını kolaylaştırır. Özellikle kontrollü ve yavaş karıştırma teknikleri ile birlikte doğru süre yönetimi, bu riskleri minimize etmek için kritik öneme sahiptir.
Yanlış Torbalama Tekniği ve Köşelerde Oluşan Köprü Sorunu
Vakum infüzyon sürecinde torbalama, çoğu zaman yalnızca “kapatma” adımı gibi görülse de aslında akışın sürekliliğini doğrudan etkileyen kritik bir aşamadır. Torbanın kalıp geometrisine nasıl oturduğu, reçinenin lif katmanlarına ne kadar homojen nüfuz edeceğini belirler. Yanlış torbalama tekniği ise özellikle köşe ve keskin geçiş bölgelerinde “köprü” (bridging) olarak adlandırılan boşlukların oluşmasına neden olur.
Köprü oluşumu, vakum torbasının kalıp yüzeyine tam olarak temas etmemesi durumunda ortaya çıkar. Torba, köşe veya girinti bölgelerde yüzeye oturmak yerine havada asılı kalır ve bu bölgede bir boşluk oluşur. Bu boşluk, infüzyon sırasında vakum basıncının lif katmanlarına eşit şekilde iletilmesini engeller. Sonuç olarak reçine, bu bölgelere yeterince nüfuz edemez ve kuru alanlar (dry spot) oluşur.
Bu problemin en kritik yönlerinden biri, çoğu zaman dışarıdan fark edilmemesidir. İnfüzyon sırasında yüzeyde akış normal ilerliyor gibi görünür; ancak köprü oluşan bölgelerde lifler tam olarak ıslanmaz. Üretim tamamlandıktan sonra yapılan kesitlerde veya testlerde bu bölgelerin zayıf kaldığı ortaya çıkar. Yani torbalama hatası, doğrudan nihai ürün performansını etkileyen gizli bir risk oluşturur.
Bir diğer önemli konu ise yardımcı malzemelerin yerleşimidir. İnfüzyon filesi ve spiral hortum gibi katmanların köşe bölgelerde yanlış konumlandırılması, torbanın yüzeye tam temas etmesini zorlaştırabilir. Özellikle üst üste binen veya kalınlık oluşturan bölgeler, torbanın o noktada köprü yapmasına neden olur. Bu nedenle malzeme yerleşimi, torbalama ile birlikte düşünülmelidir.
Torbalama, vakum infüzyon sürecinin pasif bir adımı değil; akışın yönünü ve kalitesini belirleyen aktif bir kontrol noktasıdır. Özellikle köşe bölgelerde oluşan köprü problemleri, doğru teknikler ve dikkatli uygulama ile tamamen önlenebilir. Bu nedenle torbalama aşamasına gösterilen özen, nihai ürün kalitesine doğrudan yansır.
Vakum infüzyon sürecinde karşılaşılan problemlerin büyük bir kısmı, ekipman yetersizliğinden değil; kurulum aşamasında yapılan küçük ama kritik hatalardan kaynaklanır. Sızdırmazlık kontrolünden file seçimine, hat konumlandırmasından torbalama tekniğine kadar her adım, reçinenin kalıp içindeki davranışını doğrudan etkiler. Bu nedenle süreci doğru kurgulamak, yalnızca üretim kalitesini artırmakla kalmaz, aynı zamanda zaman ve maliyet kayıplarını da minimize eder. Sahada sıkça karşılaşılan her vakum infüzyon hatası, aslında sistematik bir kontrol yaklaşımıyla önlenebilir. Özenle planlanmış bir infüzyon seti, reçinenin kesintisiz ve dengeli ilerlemesini sağlayarak yüksek performanslı, hatasız kompozit parçaların üretimini mümkün kılar.